HOME
HOMEAutoSpeed Stainless Steel Seamless Tube Mill
Seamless pipe making machine
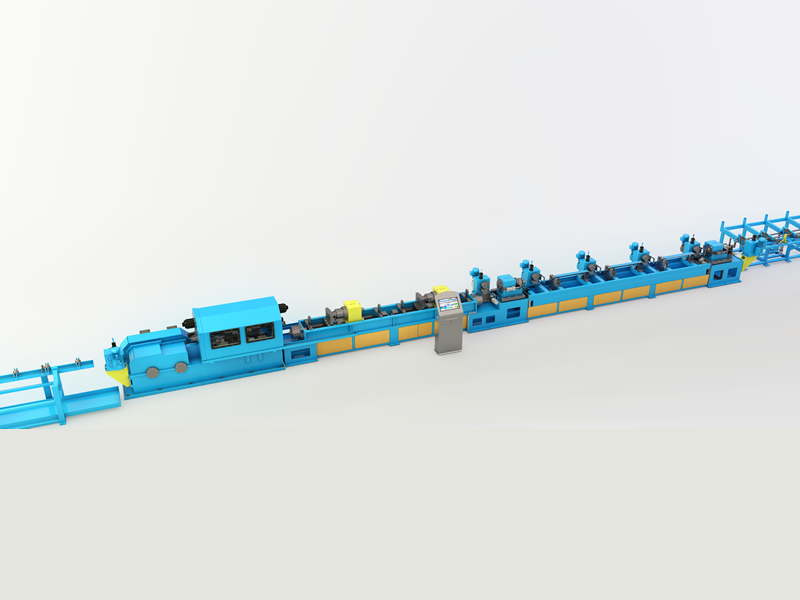
Black and non-ferrous seamless pipe machinery and equipment manufacturing, the main products are: cold rolling pipe machine, puncher, straightener, and pipe production auxiliary products. LD15X2, LG-30-H, LG-30-HL(L represents continuous rolling), LD30, LD45, LG-50-H, LG-50-HL, LD60, LGK60-H, LG-60-H(I), LG-60-H(II), LG-60-H(III), LG60Y-H, LD80, LG-90-H, LG-90-HL, LG-120-H, LD120, LD170, 45-90 puncher groups and other products can be customized to produce different specifications, sizes, materials, etc. according to customer needs.
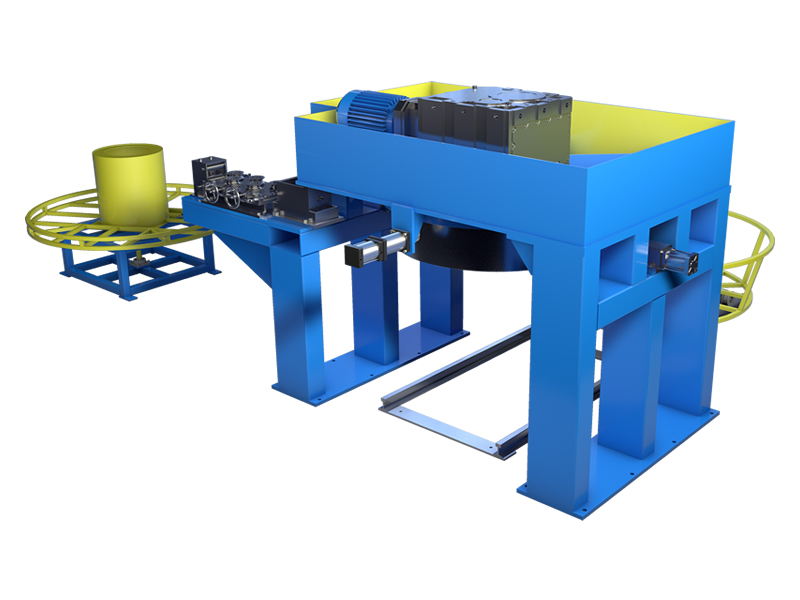
Composition and characteristics of full-automatic high-speed cold rolling tube machine:The full-automatic high-speed cold-rolled pipe mill consists of feeding mechanism, core rod device, front and rear core rod Chuck device, intermediate bed body, feeding bed body, machine base box, main transmission device, discharging mechanism, cooling system, automatic control system, etc. Feeding mechanism to achieve stacking, to reverse material, through the front Chuck, push the hair broken pipe to the middle bed body, the front and rear Chuck work alternately, the middle bed body feeding to bed body feeding; Send bed body double feeding to the car to work alternately, send the blank pipe to the roll device of the base box for rolling; After the rolling is completed, the discharging mechanism will quickly pull out the finished pipe and to reverse material to the stock collecting rack. From the stacking rack to the quality control to the collecting rack, the rough tube can be automatically fed, fed, continuously rolled and discharged without stopping cycle.
The control system consists of main control cabinet, operating table, external actuator, sensing components, etc. The main drive, feed rotary device adopts full closed loop control permanent magnet servo motor to drive. The console is equipped with various buttons, voltage ammeter and touch screen, in which various parameters can be adjusted and alarm information can be displayed. This control system has rich fault diagnosis functions, which automatically diagnose stall, overcurrent, power failure and other faults and give an alarm. Unit sequence and process chain control: responsible for the process automation operation of the whole unit, including the start-stop control of each system, feeding and turning, linkage interlocking, selection of working system, etc., making the operation of the system simple, easy maintenance.
1. This equipment can produce carbon steel, bearing steel, super special naked baby, low alloy steel, stainless steel, titanium alloy zirconium alloy, tantalum niobium alloy, high temperature alloy, copper nickel alloy, copper aluminum and various other nonferrous metals.
2. The whole machine adopts the existing optimized rolling process, which is easy to operate and convenient to maintain. The main drive adopts permanent magnet servo motor, which is controllable, energy-saving and stable.
3. Open frame and rack adjustment device Make mold replacement simple, convenient and quick.
4. Handheld pulse generator can control the rack to stop at any position.
5. Rotary feeding adopts servo motor control, and high precision control adjusts the feeding amount and rotary amount.
6. Compared with cold drawing pipe, cold rolling eliminates intermediate cold drawing, cutting, pickling, heat treatment, straightening and other processes.
7. Each pass realizes large reduction of diameter and large reduction of wall, and has the function of pipe wall rectification.
8. The inner and outer diameter and wall thickness can obtain extremely high tolerance requirements and surface roughness requirements.
9. It can obtain extremely high yield and there will be no material loss in the process.
Technical parameters:
|
Serial Number |
Project Name |
Unit |
LG-50 -HLSG |
LG-60 -HLSG |
LG-75 -HLSG |
|
1 |
Outer diameter of tube billet |
mm |
Φ42-Φ85 |
Φ45-Φ85 |
Φ48.6.-Φ90 |
|
2 |
billet thickness |
mm |
2-7.5 |
2-10 |
2-10 |
|
3 |
billet length |
m |
2-6 |
2-6 |
2-6 |
|
4 |
Finished tube outer diameter |
mm |
Φ19-Φ50 |
Φ25.4-Φ60.3 |
Φ25.4-Φ76 |
|
5 |
Wall thickness of finished pipe |
mm |
1-6.5 |
1.5-7 |
1.5-7 |
|
6 |
coefficient of extension |
|
≤ 4.5 |
≤ 5 |
≤ 5 |
|
7 |
Feed quantity |
mm / Min. |
0.1-7 |
0.1-7 |
0.1-7 |
|
8 |
Swing angle |
Degree |
24-72 (adjustable) |
24-72 (adjustable) |
24-72 (adjustable) |
|
9 |
Roll driving gear pitch circle |
mm |
M=9 Φ288/Φ297/Φ306 |
M=10, Φ320/Φ330/Φ340/Φ350 |
M=12, Φ316/Φ328/Φ340 |
|
10 |
Roll pass form |
|
ring hole type |
ring hole type |
ring hole type |
|
11 |
Reciprocating speed of frame |
Times/min |
40-150 |
40-130 |
40-120 |
|
Serial Number |
Project Name |
Unit |
LG-90 -HLSG |
LG-120 -HLSG |
|
1 |
Outer diameter of tube billet |
mm |
Φ75.-Φ133 |
Φ108-Φ190 |
|
2 |
billet thickness |
mm |
2-16 |
2-20 |
|
3 |
billet length |
m |
2-6 |
2-6 |
|
4 |
Finished tube outer diameter |
mm |
Φ55-Φ114 |
Φ88.9-Φ170 |
|
5 |
Wall thickness of finished pipe |
mm |
1-13 |
1-13 |
|
6 |
coefficient of extension |
|
≤ 5 |
≤ 5 |
|
7 |
Feed quantity |
mm / Min. |
0.1-10 |
0.1-12 |
|
8 |
Swing angle |
Degree |
24-72 (adjustable) |
24-72 (adjustable) |
|
9 |
Roll driving gear pitch circle |
mm |
M=14, Φ378/Φ392/Φ406/Φ420 |
M=16 Z=Φ432/Φ448/Φ464/ Φ480 |
|
10 |
Roll pass form |
|
ring hole type |
ring hole type |
|
11 |
Reciprocating speed of frame |
Times/min |
50-80 |
50-80 |
Related Products